Сплошные сварочные проволоки
















Сварочная проволока SM-70
(D1.2. 15кг)
Омеднённая сварочная проволока SM-70 (Hyundai Welding) D1.2 на 15кг. (НАКС, НАКС КСМ)
- Применение: для стали
- Страна производитель: Корея
- Класс: профессиональные
- Режим сварки: с газом, с газом (Углекислотные)
- Сертификация: НАКС
- Род тока: Постоянного тока
- Тип: в смесях, углекислотный
- По стали: омедненная
- Марка: СВ-08-Г2С-О
- Диаметр: 1,2 мм
- Вес: 15
245 руб.


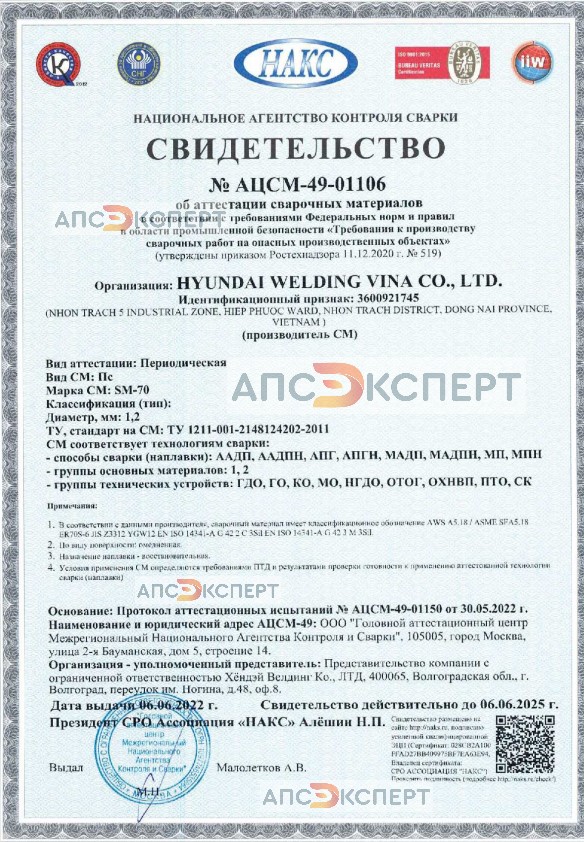
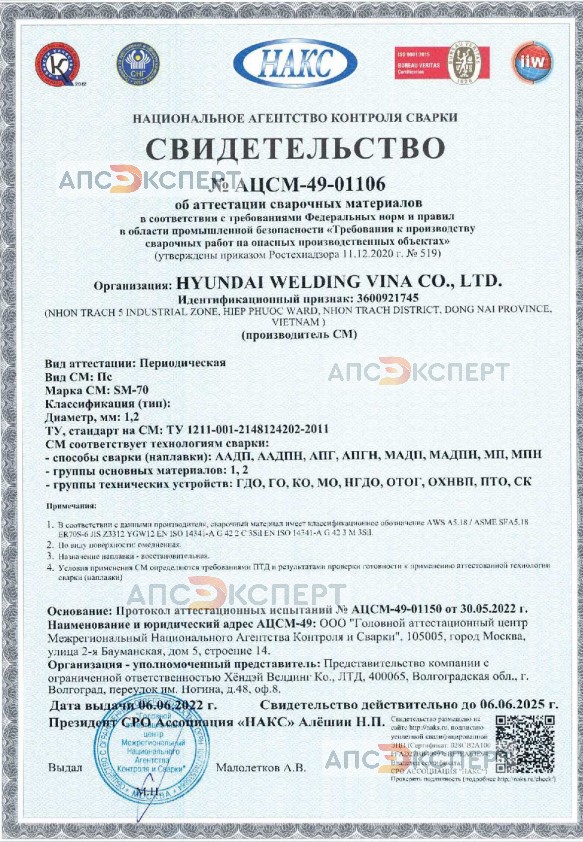
Сварочная проволока марки SM-70 ( Hyundai Welding ) - это омеднённая сварочная проволока для сварки углеродистых и низколегированных сталей как в смеси 80Ar/20CO2, так и в чистом CO2. По классификации проволока является AWS A5.18 / ASME SFA5.18 ER70S-6. (СВ-08Г2С)
SM-70 сварочная проволока для всепозиционной сварки углеродистых и низколегированных сталей. Качественная намотка проволоки на катушки, стабильный калибр её по всей длине, низкое содержание S и P и гальваническое нанесение омеднения обеспечивает минимальное разбрызгивание и высокое качество сварочного шва. Проволока имеет международные сертификаты, а также одобрена Российским Морским регистром Судоходства и НАКС. Проволока нашла широкое применение в судостроении, машиностроении, производстве металлоконструкций и в др. отраслях.
Технологические особенности :
- Тип защитного газа CO₂, либо Ar+15~25% CO₂;
- Расход защитного газа примерно должен быть на уровне 25 L/мин.;
- При сильном ветре, используйте защитный экран.;
- При уровне сварочного тока до 250 А, вылет электрода должен быть в пределах 6~15мм. При уровне сварочного тока более 250 А - вылет электрода должен составлять 15~25 мм.;
- Сварка производится во всей пространственных положениях 1G (PA), 2F(PB), 3G(PF, PG), 4G(PE);
- Сварочный ток DC+
- Гальванический способ нанесения омеднения.

Список аналогов:
СВ08Г2С, OK Autrod 12.51, 12.63, Ultramag, Magmaweld
Тип. Хим. Состав наплавленного металла, % (100% СO2):
|
C |
Si |
Mn |
P |
S |
| 0.07 | 0.830 | 1.480 | 0.017 | 0.020 |
Тип. Мех. Свойства наплавленного металла (100% СO2):
|
Пред. Текучести |
Пред. Прочности |
EL |
Темп . |
Работа удара по Шарпи |
| 430 | 540 | 28 | -29 | 70 |
Производимые типоразмеры и рекомендованный сварочный ток, А:
| Диам., мм | 0.8 | 1.2 | 1.6 |
| F & HF | 50~220 | 100~320 | 170~390 |
| V-up,OH | 50~140 | 50~140 | - |
Виды упаковки:
|
№ |
Марка |
Тип |
d, мм |
Тип упаковки |
Вес упаковки, кг |
|
1 |
SM-70 |
G3Si1 |
0,8 |
D200 |
5 |
|
2 |
SM-70 |
G3Si1 |
0,8 |
D300 |
15 |
|
3 |
SM-70 |
G3Si1 |
1,0 |
D200 |
5 |
|
4 |
SM-70 |
G3Si1 |
1,0 |
D300 |
15 |
|
5 |
SM-70 |
G3Si1 |
1,2 |
D200 |
5 |
|
6 |
SM-70 |
G3Si1 |
1,2 |
D300 |
15 |
|
7 |
SM-70 |
G3Si1 |
1,6 |
D200 |
5 |
|
8 |
SM-70 |
G3Si1 |
1,6 |
D300 |
15 |
|
9 |
SM-70 | G3Si1 | 1.2 |
Balpack |
300кг |
ДОСТАВКА ЗАКАЗОВ в Москве и ПО РОССИИ
Доставка товаров оплачивается отдельно, так как транспортные расходы не включены в стоимость продукции. Цена доставки рассчитывается индивидуально и зависит от следующих параметров: габаритов упаковки, общего веса заказа, выбранного способа доставки (стандартная или экспресс)
Мы сотрудничаем с различными транспортными компаниями, предоставляя покупателям возможность самостоятельно выбрать перевозчика. Отгрузка товаров производится через выбранную клиентом транспортную компанию.
- Деловые Линии
- ПЭК
- Байкал Сервис
- ЖелДорЭкспедиция
- ТК ЛУЧ
- ТК КИТ
- СДЭК
Также можно выбрать удобный способ доставки до адреса или до пункта выдачи, например по адресу: Москва, 1-я Тверская-Ямская, 13, ст.1
Мы работаем только с юридическими лицами. Если вы хотите приобрести нашу продукцию в Москве за наличный расчет, пожалуйста, обращайтесь на интернет магазин на площадках OZON.ru и Wildberries.
Сварочная проволока марки SM-70 ( Hyundai Welding ) - это омеднённая сварочная проволока для сварки углеродистых и низколегированных сталей как в смеси 80Ar/20CO2, так и в чистом CO2. По классификации проволока является AWS A5.18 / ASME SFA5.18 ER70S-6. (СВ-08Г2С)
SM-70 сварочная проволока для всепозиционной сварки углеродистых и низколегированных сталей. Качественная намотка проволоки на катушки, стабильный калибр её по всей длине, низкое содержание S и P и гальваническое нанесение омеднения обеспечивает минимальное разбрызгивание и высокое качество сварочного шва. Проволока имеет международные сертификаты, а также одобрена Российским Морским регистром Судоходства и НАКС. Проволока нашла широкое применение в судостроении, машиностроении, производстве металлоконструкций и в др. отраслях.
Технологические особенности :
- Тип защитного газа CO₂, либо Ar+15~25% CO₂;
- Расход защитного газа примерно должен быть на уровне 25 L/мин.;
- При сильном ветре, используйте защитный экран.;
- При уровне сварочного тока до 250 А, вылет электрода должен быть в пределах 6~15мм. При уровне сварочного тока более 250 А - вылет электрода должен составлять 15~25 мм.;
- Сварка производится во всей пространственных положениях 1G (PA), 2F(PB), 3G(PF, PG), 4G(PE);
- Сварочный ток DC+
- Гальванический способ нанесения омеднения.
Список аналогов:
СВ08Г2С, OK Autrod 12.51, 12.63, Ultramag, Magmaweld
Тип. Хим. Состав наплавленного металла, % (100% СO2):
|
C |
Si |
Mn |
P |
S |
| 0.07 | 0.830 | 1.480 | 0.017 | 0.020 |
Тип. Мех. Свойства наплавленного металла (100% СO2):
|
Пред. Текучести |
Пред. Прочности |
EL |
Темп . |
Работа удара по Шарпи |
| 430 | 540 | 28 | -29 | 70 |
Производимые типоразмеры и рекомендованный сварочный ток, А:
| Диам., мм | 0.8 | 1.2 | 1.6 |
| F & HF | 50~220 | 100~320 | 170~390 |
| V-up,OH | 50~140 | 50~140 | - |
Виды упаковки:
|
№ |
Марка |
Тип |
d, мм |
Тип упаковки |
Вес упаковки, кг |
|
1 |
SM-70 |
G3Si1 |
0,8 |
D200 |
5 |
|
2 |
SM-70 |
G3Si1 |
0,8 |
D300 |
15 |
|
3 |
SM-70 |
G3Si1 |
1,0 |
D200 |
5 |
|
4 |
SM-70 |
G3Si1 |
1,0 |
D300 |
15 |
|
5 |
SM-70 |
G3Si1 |
1,2 |
D200 |
5 |
|
6 |
SM-70 |
G3Si1 |
1,2 |
D300 |
15 |
|
7 |
SM-70 |
G3Si1 |
1,6 |
D200 |
5 |
|
8 |
SM-70 |
G3Si1 |
1,6 |
D300 |
15 |
|
9 |
SM-70 | G3Si1 | 1.2 |
Balpack |
300кг |
Аксессуары

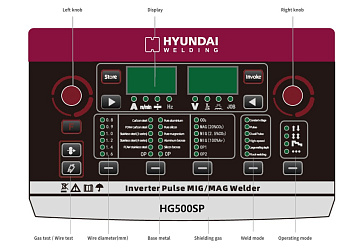










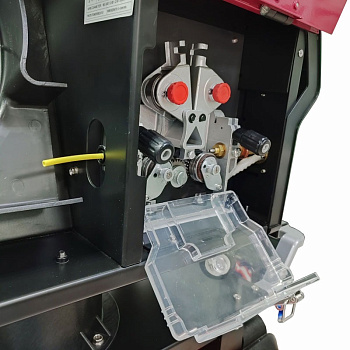
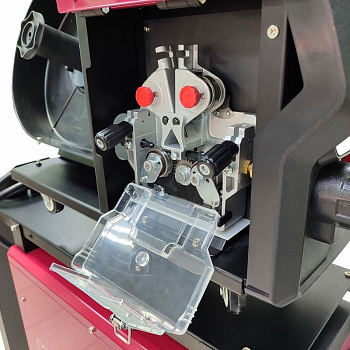










Сварочный полуавтомат Hyundai Welding HG500SP
- Артикул: HG500SP
- Сила тока: 500А
в наличии
600 000 руб.
Документация
Способы получения
ДОСТАВКА ЗАКАЗОВ в Москве и ПО РОССИИ
Доставка товаров оплачивается отдельно, так как транспортные расходы не включены в стоимость продукции. Цена доставки рассчитывается индивидуально и зависит от следующих параметров: габаритов упаковки, общего веса заказа, выбранного способа доставки (стандартная или экспресс)
Мы сотрудничаем с различными транспортными компаниями, предоставляя покупателям возможность самостоятельно выбрать перевозчика. Отгрузка товаров производится через выбранную клиентом транспортную компанию.
- Деловые Линии
- ПЭК
- Байкал Сервис
- ЖелДорЭкспедиция
- ТК ЛУЧ
- ТК КИТ
- СДЭК
Также можно выбрать удобный способ доставки до адреса или до пункта выдачи, например по адресу: Москва, 1-я Тверская-Ямская, 13, ст.1
Мы работаем только с юридическими лицами. Если вы хотите приобрести нашу продукцию в Москве за наличный расчет, пожалуйста, обращайтесь на интернет магазин на площадках OZON.ru и Wildberries.
С этим товаром покупают



Сварочный механизм подачи Miller Electric SUITCASE 12RC
- Артикул: 301121
- Сила тока: 500А
под заказ
450 000 руб.






Сварочный механизм подачи Miller Electric ArcReach SuitCase12
- Артикул: 301456
- Сила тока: 500А
под заказ
550 000 руб.



Сварочный механизм подачи Miller Electric PipePro® XC RMD Feeder
- Артикул: 300844
- Сила тока: 500А
под заказ
550 000 руб.











Сварочный полуавтомат HEADUX ELECTRIC TitanMig 350Syn
- Артикул: TitanMig 350Syn
- Сила тока: 350А
в наличии
289 700 руб.



















Сварочный полуавтомат HEADUX ELECTRIC TitanMig 368 iXP
- Артикул: TitanMig368iXP
- Сила тока: 350А
в наличии
239 800 руб.





Сварочный механизм подачи Miller Electric FieldPro Smart Feeder
- Артикул: 301177
- Сила тока: 300А
под заказ
650 000 руб.



























Cварочный аппарат HEADUX ELECTRIC TitanMig X5 PULSE (FP)
- Сила тока: 500А
в наличии
527 500 руб.



























Cварочная система HEADUX ELECTRIC TitanMig X5 PULSE(AP)
- Сила тока: 500А
в наличии
650 000 руб.



Сварочная система PIPEWORX 400
- Артикул: 951609
- Сила тока: 500А
под заказ
3 200 000 руб.





Сварочный многофункциональный источник Miller Electric XMT 350
- Артикул: 907161
- Сила тока: 350А
под заказ
1 150 000 руб.






Многофункциональный источник Dimension 650
- Артикул: 907617
- Сила тока: 500А
под заказ
1 850 000 руб.
















{kind=link}
{kind=link}
ПАРТНЕРСТВО С ВЕДУЩИМИ БРЕНДАМИ
АПС является официальным дистрибьютором крупнейших мировых производителей сварочного оборудования и материалов, предлагая комплексные решения для сварки и обработки металлов.